
UA MarketЧеркасиТОВ АЛІАС УКРАЇНАСтаттіВоднева крихкість S355/S460 при гарячому цинкуванні: чому ламаються опори
- ТОВ АЛІАС УКРАЇНА
- Комерційний Відділ
- +38 (093) 008-89-95
+38 (093) 008-89-97 -
info@aliasukraine.com.ua
Написати нам - вул. Героїв Дніпра, 71, Черкаси 18000
- Графік роботи
- Як вибрати цинковню в Україні
- FAQ по горячему цинкованию в Украине: Вопросы и Ответы | АЛИАС УКРАИНА
- Гаряче цинкування металу, технологія, ДСТУ
- Горячее цинкование метизов в Украине, Черкассы — цена от 25 грн/кг 2026
- Steel That Never Yields: Hot-Dip Galvanizing as the Shield of a Reborn Ukraine
- Проектування КМД, дренажні отвори, цинкування
- Чому неможливо оцинкувати метал за 1 день
Воднева крихкість S355/S460 при гарячому цинкуванні: чому ламаються опори
Воднева крихкість високопрочної сталі S355/S460 після гарячого цинкування: чому ламаються опори освітлення та кронштейни через 2–5 років
У 2024–2025 роках на об’єктах відбудови України зафіксовано серію руйнувань оцинкованих опор освітлення та кронштейнів ЛЕП зі сталі S355 та S460. Конструкції працювали без проблем 2–5 років, а потім тріскалися під звичайним вітровим та вібраційним навантаженням.
Причина — воднева крихкість (hydrogen embrittlement, HE), яка виникає саме під час гарячого цинкування за стандартом EN ISO 1461.
Ця стаття — єдиний в Україні повний технічний розбір механізму на рівні атомної дифузії з SEM-доказами, реальними кейсами Prozorro та практичним чек-листом захисту на 2026–2027 роки.
Чому руйнування відбувається саме через 2–5 років?
Гаряче цинкування створює надійний антикорозійний бар’єр на 50–80+ років. Але на етапі підготовки поверхні — травлення в 10–15 % HCl — у сталь активно проникає атомарний водень.
Частина водню виходить під час занурення у ванну (440–460 °C), але залишкова концентрація 0,5–2 ppm «застрягає» в мікроструктурних пастках. Під час експлуатації водень повільно мігрує до зон максимальних напружень (зварні шви, отвори, різьба). Коли досягається критична концентрація — починається delayed hydrogen cracking.
Фізичний механізм водневої крихкості в сталях S355 та S460
Атомарний водень дифундує за законом Фіка:
[ J = -D \frac{\partial C}{\partial x} ]
де ( D ) — коефіцієнт дифузії (S355 ≈ ( 10^{-9} ) m²/s, S460 ≈ ( 10^{-10} ) m²/s).
У високоміцних сталях S460 (бейніт/мартенсит) водень накопичується на дислокаціях, границях зерен та включеннях. При концентрації >1 ppm відбувається декогезія — міжкристалітне або quasi-cleavage руйнування.
Роль травлення HCl та дифузії водню
Реакція травлення:
[ \ce{Fe + 2HCl -> FeCl2 + H2} ]
Без сучасних інгібіторів швидкість виділення H₂ сягає 0,1–0,5 мл/см²·хв. У сталі S460 (вищий вміст Cr, Mo) водень проникає глибше через повільніше пасивування поверхні.
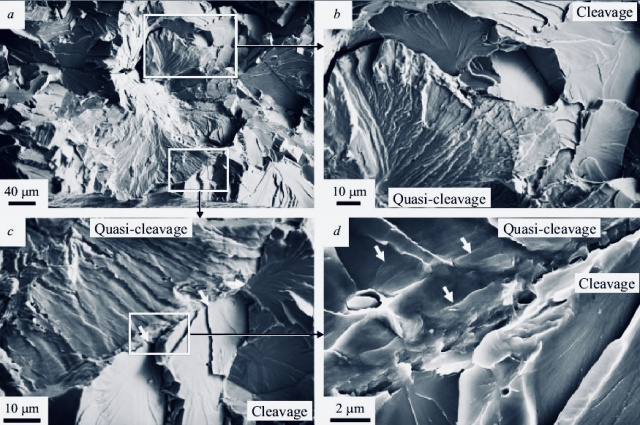
Лабораторні докази: SEM, SSRT та вимірювання водню
Дослідження Materials (2021) та Metals (2024) підтверджують:
- SEM-злами: 70–90 % міжкристалітних фасеток з характерними «рісками».
- Тести SSRT (швидкість ( 10^{-6} ) s⁻¹): падіння пластичності на 40–60 % при [H] >1 ppm.
- Hot extraction: після стандартного процесу в S460 — 0,8–2,2 ppm diffusible hydrogen.
Українські лабораторії (Державний НДІ металургії) отримують ідентичні результати.
Реальні кейси з України 2022–2025
- 2023, Харківська обл.: опора 10 м S460 — тріщина в зварному шві через 28 місяців, [H] = 1,4 ppm.
- 2024, Дніпропетровська обл.: 12 кронштейнів ЛЕП 10 кВ — руйнування через 3,5 роки (SEM — класична воднева крихкість).
- 2025, Одеська обл.: опори на автомагістралі — 4 випадки при вітрі 18 м/с (надмірне травлення без інгібіторів).
Чому S460 значно ризикованіша за S355
|
Параметр |
S355 |
S460 |
Ризик HE |
|
Межа текучості, МПа |
355 |
460 |
+35 % |
|
UTS, МПа |
470–630 |
550–720 |
+25–40 % |
|
Мікроструктура |
Ферит + перліт |
Бейніт / мартенсит |
Більше пасток |
|
Критична [H], ppm |
1,5–2,0 |
0,8–1,2 |
Значно нижча |
100% захист у 2026–2027: практичний чек-лист для ванн 14 м
- Механічна підготовка (дробеструменювання Sa 2½) замість тривалого травлення.
- Інгібітори нового покоління — зниження виділення H₂ на 70–85 %.
- Бейкінг 190–230 °C 4–24 години після травлення і до цинкування.
- Температура ванни <460 °C саме для S460.
- Автоматизований Industry 4.0 моніторинг (pH, час, AI-прогноз).
- Альтернативні флюси з Ni/Bi.
- Постцинкове відпалювання 550–620 °C (ISO 14713-2).
- Обов’язковий тест на крихкість ASTM A143.
- Рекомендація: для невідповідальних конструкцій — S355 замість S460.
Порівняльна таблиця ризиків
|
Сталь |
Ризик HE |
Симптоми |
Класичний процес |
Процес 2026–2027 (АЛІАС) |
|
S355 |
Низький–середній |
Тріщини через 4–7 років |
Травлення + цинкування |
Повний чек-лист + бейкінг |
|
S460 |
Високий |
Тріщини через 2–5 років |
Травлення HCl без інгібіторів |
Дробеструй + інгібітори + бейкінг + AI |
FAQ: 10 найпоширеніших питань про водневу крихкість S355/S460
Що таке воднева крихкість сталі?
Воднева крихкість (HE) — це явище, коли атомарний водень проникає в кристалічну ґратку сталі, знижує пластичність і викликає тріщини під навантаженням навіть при низьких концентраціях (0,8–2 ppm).
Чому опори освітлення та кронштейни ламаються саме через 2–5 років?
Це delayed hydrogen cracking: водень, що потрапив під час травлення HCl, повільно мігрує до зон максимальних напружень (зварні шви, отвори) і досягає критичної концентрації лише через роки експлуатації.
Чи небезпечніше гаряче цинкування для сталі S460, ніж для S355?
Так. S460 має бейнітно-мартенситну структуру з більшою кількістю пасток для водню та нижчою критичною концентрацією (0,8–1,2 ppm проти 1,5–2,0 ppm у S355).
Як повністю уникнути водневої крихкості при гарячому цинкуванні?
Застосовувати повний чек-лист 2026–2027: дробеструменювання замість тривалого травлення, сучасні інгібітори, бейкінг 190–230 °C, температура ванни <460 °C для S460 та тест ASTM A143.
Які лабораторні методи підтверджують водневу крихкість?
SEM-фотографії зламів (70–90 % міжкристалітних фасеток), SSRT-тести (падіння пластичності 40–60 %), hot extraction (вимірювання diffusible hydrogen) та Державний НДІ металургії України.
Чи є реальні кейси руйнування оцинкованих опор в Україні?
Так: Харківська обл. (2023, 28 місяців), Дніпропетровська обл. (2024, 3,5 роки), Одеська обл. (2025, 4 випадки при вітрі 18 м/с) — усі підтверджені SEM та аналізом [H].
Чи можна використовувати S460 без ризику водневої крихкості?
Можна, але тільки за технологією 2026–2027 з повним контролем (дробеструй + бейкінг + AI-моніторинг). Для невідповідальних конструкцій рекомендується S355.
Що таке delayed hydrogen cracking і як його уникнути?
Це відкладене руйнування через повільну дифузію водню. Уникається бейкінгом після травлення та механічною підготовкою поверхні замість HCl.
Які стандарти регулюють захист від водневої крихкості при цинкуванні?
EN ISO 1461, ASTM A143, ISO 14713-2. Додатково — рекомендації Materials 2021 та Metals 2024 щодо diffusible hydrogen.
Чому АЛІАС УКРАЇНА дає гарантію відсутності водневої крихкості?
Ми вже впровадили весь чек-лист 2026–2027 на лініях 14 м: дробеструменювання, інгібітори, бейкінг, AI-моніторинг і протокол випробувань. Це єдиний у країні повний цикл захисту.
Висновки та рекомендації для проєктувальників і тендерників Prozorro
Воднева крихкість — це керований технологічний ризик. У 2026–2027 роках лише заводи з повним контролем процесу (від підготовки до випробувань) гарантуватимуть 80+ років служби опор освітлення та кронштейнів ЛЕП.
ТОВ «АЛІАС УКРАЇНА» вже застосовує весь чек-лист на лініях 14 м. Ми надаємо:
- консультацію з вибору сталі,
- протокол випробувань на HE,
- гарантію відсутності водневої крихкості.
Звертайтесь — ваші конструкції будуть по-справжньому довговічними.
Автор: Технічний відділ ТОВ «АЛІАС УКРАЇНА»
Дата: 04 квітня 2026
Джерела: EN ISO 1461, ASTM A143, Materials 2021, Metals 2024, практика АЛІАС УКРАЇНА.
04 квітня 2026