
UA MarketЧеркасиТОВ АЛІАС УКРАЇНАБаза знаньОбробка країв після термічного різання перед гарячим цинкуванням
- ТОВ АЛІАС УКРАЇНА
- Комерційний Відділ
- +38 (093) 008-89-95
+38 (093) 008-89-97 -
info@aliasukraine.com.ua
Написати нам - вул. Героїв Дніпра, 71, Черкаси 18000
- Графік роботи
- Як вибрати цинковню в Україні
- FAQ по горячему цинкованию в Украине: Вопросы и Ответы | АЛИАС УКРАИНА
- Гаряче цинкування металу, технологія, ДСТУ
- Горячее цинкование метизов в Украине, Черкассы — цена от 25 грн/кг 2026
- Steel That Never Yields: Hot-Dip Galvanizing as the Shield of a Reborn Ukraine
- Проектування КМД, дренажні отвори, цинкування
- Чому неможливо оцинкувати метал за 1 день
Обробка країв після термічного різання перед гарячим цинкуванням
Обробка країв після термічного різання перед гарячим цинкуванням: регламент та уникнення дефектів
У сучасному промисловому будівництві гаряче цинкування металоконструкцій — найефективніший метод антикорозійного захисту з терміном служби 50–80+ років. Проте довговічність покриття безпосередньо залежить від стану підкладки, особливо на вільних краях, отриманих термічним різанням (лазер, плазма, кисень).
Спеціалісти інжинірингового департаменту ТОВ «АЛІАС УКРАЇНА» підготували детальний технічний аналіз проблеми зони термічного впливу (ЗТВ / HAZ) та практичний регламент підготовки кромок згідно з чинними стандартами.
Фізико-хімічні деструкції металу в зоні термічного впливу
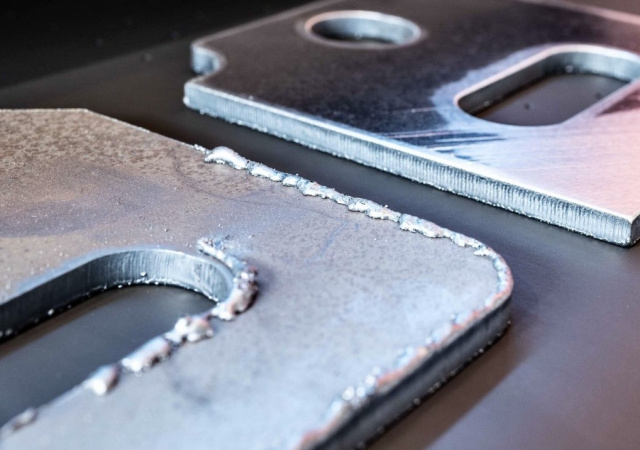
Під час плазмового або лазерного різання температура в точці контакту перевищує 1500 °C. Швидке нагрівання з наступним охолодженням масою металу діє як цикл гартування і кардинально змінює структуру сталі в ЗТВ товщиною до 1,0–1,5 мм:
- Фазові трансформації та загартування — ферит-перліт перетворюється на грубоголчастий мартенсит і троостит. Твердість кромки на сталях S235/S355 зростає до 380–450 HV10, пластичність критично падає.
- Легування газами — при використанні повітря або азоту на торцях утворюється щільний нітридний або оксидний шар з високою хімічною стійкістю.
- Грат і металургійний шлак — на нижній кромці формуються інтерметалічні напливи, збагачені оксидами заліза.
Чому стандартне хімічне травлення безсиле?
Технологічний цикл підготовки до цинкування включає знежирення та травлення в соляній кислоті (120–180 г/л HCl). Кислота не здатна розчинити загартований мартенситний шар і нітридні сполуки. В результаті хімічна активація поверхні на торцях не відбувається.
Наслідки цинкування необроблених країв
Якщо деталі після термічного різання потрапляють у ванну без механічної модифікації країв, виникають критичні дефекти:
|
Тип дефекту |
Фізична причина |
Наслідки для конструкції |
Рекомендація щодо запобігання |
|
Адгезійний колапс (чорні плями) |
Загартований шар блокує дифузію Fe та Zn. Фази Γ, δ, ζ не формуються |
Повна відсутність покриття на торцях, виразкова корозія |
Механічне видалення ЗТВ на глибину 0,5–1,5 мм |
|
Ефект стікання на гострих кутах |
Сили поверхневого натягу при 450 °C змушують цинк зсуватися з грані R=0 |
Товщина покриття падає нижче 30–40 мкм (норма 85+ мкм) |
Фаска 45° ≥1,5–2 мм або радіус R ≥ 2 мм |
|
Крихке сколювання (delamination) |
Залишкові напруження в ЗТВ + термічні напруження цинкування |
Покриття лущиться навіть при легких ударах |
Обробка країв до збирання конструкції |
Нормативні вимоги та технологічний регламент
Для забезпечення повної адгезії цинкового покриття та запобігання дефектам ТОВ «АЛІАС УКРАЇНА» вимагає дотримання наступного регламенту:
- Зняття загартованого шару (ДСТУ EN 1090-2)
Твердість вільних поверхонь після термічного різання для сталей до S460 не повинна перевищувати 380 HV10.
Рішення: механічне видалення шару ЗТВ на глибину не менше 0,5–1,5 мм кромкофрезерними верстатами або шліфувальними системами преміум-класу. - Геометрія кромки (ISO 1461 + ISO 14713-2)
На всіх вільних краях термічного різу необхідно зняти фаску під кутом 45° (розмір не менше 1,5–2,0 мм) або виконати радіусне заокруглення з R ≥ 2 мм.
Механічна обробка проводиться до етапу збирання металоконструкції. - Класифікація якості різу (ISO 9013)
Для лазерного різання — не гірше Класу 2 або 3 за допусками перпендикулярності. Повне очищення від напливів грату без підрізів основного металу.
Інструкція для конструкторських бюро: оптимізація КМД
Щоб уникнути рекламацій та оптимізувати бюджет на антикорозійну обробку, при проєктуванні КМД впроваджуйте такі рішення:
- На кресленнях деталей, що виготовляються на плазмових або лазерних верстатах, обов’язково вказуйте: «Кромки після термічного різання обробити механічним способом відповідно до ДСТУ EN 1090-2 (твердість ≤ 380 HV10, фаска/радіус ≥ 1,5 мм)».
- У зонах overlapping joints зачистка країв має бути бездоганною, щоб уникнути мікрощілин, куди затече кислота, але не зможе затекти високотемпературний цинк.
- Корелюйте обробку країв з правильним розташуванням технологічних отворів для дренажу газів та рідкого цинку.
Ця проблема тісно пов’язана з залишковими напруженнями в ЗТВ, які детально розглянуті в нашому матеріалі про деформації металу при гарячому цинкуванні.
Промислове гаряче цинкування за європейськими стандартами від ТОВ «АЛІАС УКРАЇНА»
ТОВ «АЛІАС УКРАЇНА» — провідний експерт антикорозійного захисту металоконструкцій в Україні з 2012 року. Ми контролюємо кожен етап вхідної геометрії деталей та якості підготовки сталі.
- Сучасний комплекс у Черкасах з ваннами довжиною 14 метрів (14×1,5×2,8 м), що дозволяє цинкувати великогабаритні конструкції, до 13,5-14 м за один раз без стиків.
- Суворий техконтроль (ОТК) товщини та суцільності покриття магнітними та ультразвуковими методами за ISO 1461.
- Оперативна логістика власним транспортом по всій Україні.
- Найкраща фіксована ціна за кг металу.
Для технічної консультації або прорахунку за кресленнями КМД звертайтеся до Комерційного відділу:
☎ +38 (093) 008-89-95
☎ +38 (093) 008-89-97
Часті запитання (FAQ)
Чому на торцях оцинкованих деталей з’являються чорні плями?
Чорні плями виникають через блокування взаємної дифузії заліза та цинку загартованим мартенситним шаром у зоні термічного впливу. Кислотне травлення цей шар не видаляє.
Яка максимальна твердість кромки допускається перед гарячим цинкуванням?
За ДСТУ EN 1090-2 для сталей міцністю до S460 твердість вільних поверхонь після термічного різання не повинна перевищувати 380 HV10.
Чи можна цинкувати деталі з гострими краями після лазерного різання?
Ні. Гострі краї (R=0) спричиняють ефект стікання цинку через поверхневий натяг. Товщина покриття падає нижче норми, що призводить до передчасної корозії.
Який радіус заокруглення або розмір фаски потрібен на вільних краях?
Згідно з ISO 1461 та ISO 14713-2 — фаска 45° розміром не менше 1,5–2,0 мм або радіусне заокруглення R ≥ 2 мм.
Чому кислотне травлення не видаляє загартований шар на торцях?
Кислота (HCl) не здатна розчинити мартенсит і нітридні сполуки, що утворилися внаслідок високотемпературного циклу різання.
Які дефекти найчастіше виникають на необроблених краях після термічного різання?
Найпоширеніші: адгезійний колапс (чорні плями), стоншення покриття на кутах та крихке сколювання (delamination) через накладення залишкових і термічних напружень.
Як правильно вказати вимоги до обробки країв у проектній документації КМД?
На кресленнях обов’язково зазначайте: «Кромки після термічного різання обробити механічним способом відповідно до ДСТУ EN 1090-2 (твердість ≤ 380 HV10, фаска/радіус ≥ 1,5 мм)». Це запобігає рекламаціям і зайвим витратам.
Про автора
Ярослав Домбровський
Директор та провідний фахівець ТОВ «АЛІАС УКРАЇНА»
Понад 15 років досвіду в гарячому цинкуванні металоконструкцій будь-якої складності, зокрема висотних телекомунікаційних веж та інфраструктурних об’єктів. Експерт у питаннях підготовки поверхні, відповідності європейським стандартам та оптимізації антикорозійного захисту для довговічних проєктів.
08 червня 2026